




Дисбаланс и биение колесных дисков

Способы проверки, рекомендации
1. Превышение допустимых значений дисбаланса диска
В связи с особенностями процесса литья, все легкосплавные диски обладают большим или меньшим дисбалансом. Балансировочные станки предназначены именно для выравнивания суммарного дисбаланса диска в сборе с шиной, и даже самый большой дисбаланс, после выравнивания на балансировочном станке, не оказывает на механизмы автомобиля никакого отрицательного воздействия и не снижает комфортности управления автомобилем. Поскольку дисбаланс колеса в сборе может изменяться в процессе эксплуатации (налипание грязи на внутренней полке диска, проворот шины на диске, появление грыж на шине, изменение геометрической формы диска), мы настоятельно рекомендуем проводить балансировку колёс как минимум перед каждым эксплуатационным сезоном.
Поскольку Российский стандарт (ГОСТ Р 50511-93) не оговаривает величину допускаемого дисбаланса, то на практике обычно руководствуются внутренними стандартами заводов – производителей колесных дисков. Данные предприятия являются поставщиками легкосплавных дисков на конвейеры мировых производителей автомобилей и, по нашему мнению, их внутренний стандарт может быть распространен на диски, поставляемые на российский рынок.
Во избежание спорных ситуаций, связанных с высоким (по мнению клиента) дисбалансом дисков, наша компания приняла решение довести до сведения покупателей предельные величины дисбаланса для литых дисков из легких сплавов (Таблица №1).
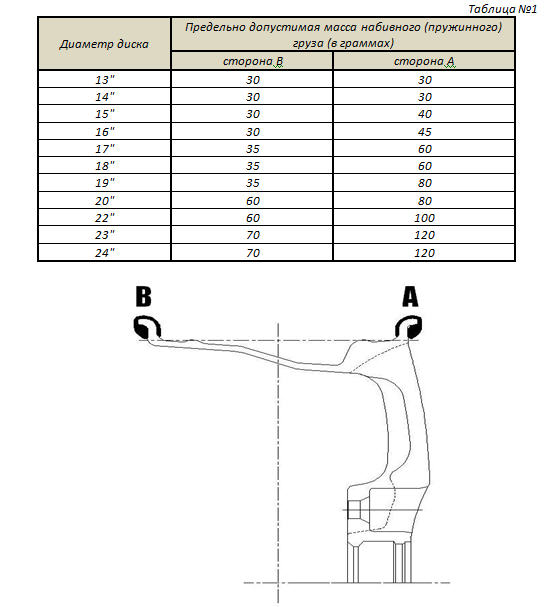
Цифры в таблице - это предельная масса набивных (пружинных) грузов. Масса самоклеющихся грузов, распространенных в настоящее время, будет превышать предельные величины, указанные в таблице, что не является производственным дефектом, т.к. изменение массы происходит из-за изменения радиуса наклейки грузов (рис. 1).
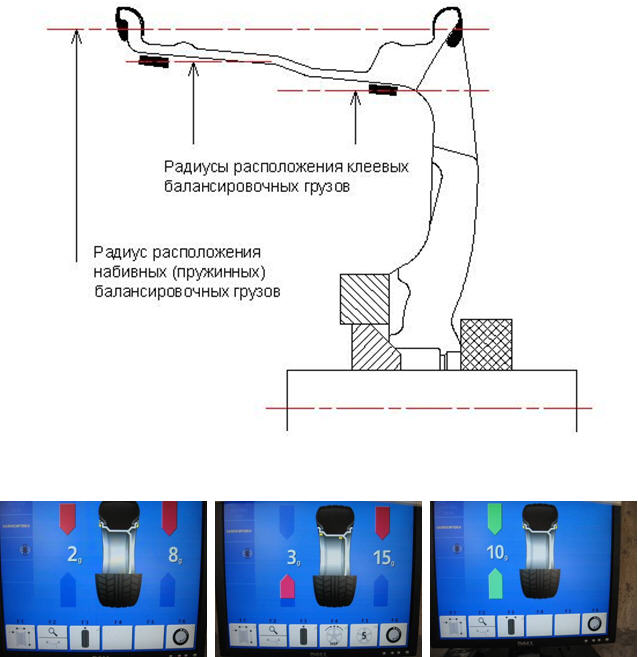 Рис.1 Изменение массы грузов в зависимости от их расположения на примере одного 14 дюймового диска (поочередно: набивные, самоклеящиеся и режим «один груз»)
Рис.1 Изменение массы грузов в зависимости от их расположения на примере одного 14 дюймового диска (поочередно: набивные, самоклеящиеся и режим «один груз»)
2. Биение (радиальное и осевое)
Под биением диска подразумевается колебательное смещение посадочных полок под шину при вращении диска: параллельно радиуса колеса – радиальное, параллельно оси вращения колеса – осевое (торцевое) (Рис. 2). Колебания при вращении внешних закраин диска, монтажного ручья или лицевой поверхности диска биением не считается и не оказывает на эксплуатационные характеристики никакого влияния.
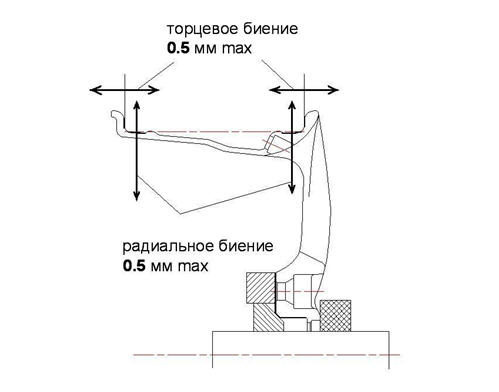 Рис. 2 Направление радиального и осевого биений относительно оси вращения диска.
Рис. 2 Направление радиального и осевого биений относительно оси вращения диска.
Согласно пункта 2.7 Российского стандарта (ГОСТ Р 50511-93) биение обода на участках прилегающих к шине, для легковых автомобилей, не должно превышать 0.5 мм (Рис. 3)
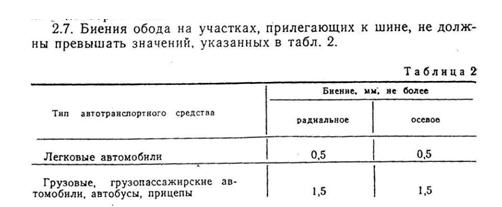 Рис. 3 Выдержка из ГОСТ Р 50511-93.
Рис. 3 Выдержка из ГОСТ Р 50511-93.
Наиболее частой ошибкой клиентов, в вопросе определения биения диска, является попытка визуально оценить степень биения диска на балансировочном станке. Это неправильно. Человеческий глаз не самый точный инструмент, и визуально биение в 0.3 мм воспринимается человеком, как критическое, хотя по факту таким не является.
Для проверки биения диска используйте любой индикатор, электронный или часового типа, на штативе имеющий точность измерения не ниже 0.05 мм. Проверка проводится посередине посадочной полки под шину. Индикатор устанавливается параллельно радиусу диска при проверке радиального биения (Рис.4), и параллельно оси вращения диска при проверке осевого (торцевого) биения. (Рис.5)
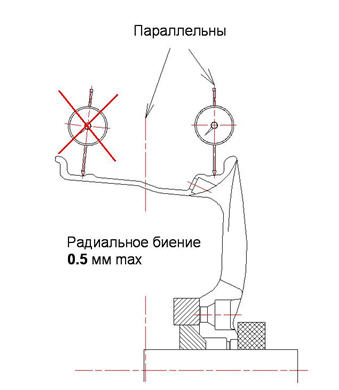 Рис. 4 Правильная и не правильная установка индикатора при проверке радиального биения диска
Рис. 4 Правильная и не правильная установка индикатора при проверке радиального биения диска
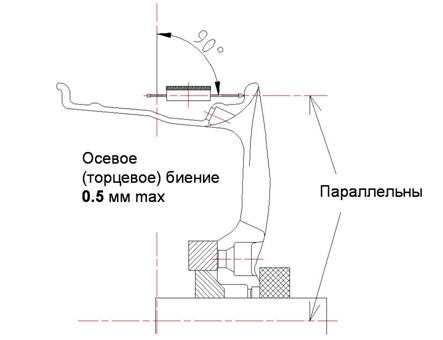 Рис. 5 Проверка осевого (торцевого) биения диска
Рис. 5 Проверка осевого (торцевого) биения диска
Биение проверяется исключительно по внутренним поверхностям обода диска!!!
К сожалению, наиболее частой причиной биения диска на балансировочном станке или на автомобиле является не неправильная геометрия диска, а какие-либо внешние факторы, как то наплыв краски на привалочной плоскости, налипшая грязь и т.п. Помните, что перед установкой диска на балансировочный станок и на автомобиль необходимо тщательно проверять привалочную плоскость и центральное отверстие. Так же проверяйте фланец балансировочного станка, и привалочную плоскость со ступицей на автомобиле. Любая соринка, ржавчина, кусочек липкой ленты или небольшая капля краски на этих поверхностях может привести к перекосу диска и как результат к ложному биению и изменению общей геометрии комплекта «шина, диск, ступица».
Рекомендуемая последовательность операций при подготовке дисков к установке на автомобиль
| № | Описание операций | Иллюстрации |
|---|---|---|
| 1. | Перед установкой тщательно осмотрите диск на предмет повреждений (замятины на закраинах обода, сколы и т.д.) которые могли образоваться при транспортировке или неаккуратном хранении. Осмотрите ступичную часть автомобиля, при необходимости удалите грязь, посторонние налипшие предметы и ржавчину, поскольку они могут помешать правильной установке колеса на автомобиль. |  |
| 2. | Проверьте применяемость диска на автомобиле: убедитесь, что MAX LOAD (максимально допустимая статическая нагрузка) диска соответствует данному автомобилю, убедитесь, что возможные центровочные кольца правильного размера и в хорошем состоянии, диск должен сидеть на ступице автомобиля плотно или с небольшим зазором, зазор между диском и механизмами подвески и тормозной системы автомобиля должен быть не менее 2 мм (ГОСТ Р 50511-93) Игнорирование применяемости и правил установки диска полностью аннулирует гарантийные обязательства завода изготовителя |
 |
| 2.а | Проверьте крепеж на соответствие автомобилю и диску: - гайки / болты должны соответствовать по: размеру резьбы – автомобилю; типу крепежной поверхности (конус, сфера, плоскость) – дискам; своей длине. - резьба должна быть чистой, без грязи, нитки резьбы без замятин и заусенцев; - гайки / болты должны закручиваться как минимум на 6 - 8 оборотов до полной затяжки; - момент затяжки гаек / болтов приведен в руководстве по эксплуатации автомобиля и примерно составляет: резьба М12х1.25 – 90 Нм, М12х1.5 – 110 Нм, М14х1,5 – 110 ~170 Нм Гарантийные обязательства не распространяются на повреждения диска или слом крепежа, произошедшие по причине игнорирования применяемости крепежа или превышения момента затяжки крепежа. |
 |
| 3. | Установите на шток балансировочного станка конус соответствующий центральному отверстию диска Никогда не устанавливайте центровочный конус с лицевой стороны диска. Отверстие под вставку выполняется с меньшей точностью, чем посадочное отверстие и может быть выполнено не на одной оси с осью посадочного отверстия диска, что приведет к ложному биению диска на станке и неправильной балансировке диска. Так же при установке центрирующего конуса с лицевой стороны диска существует вероятность повреждения краски вокруг отверстия под вставку. |
 |
| 4. | Установите на балансировочный станок диск без шины: проверьте дисбаланс диска по набивным (пружинным) грузам, проверьте визуально радиальное и осевое биение посадочных полок диска, в случае сомнения проверьте диск с помощью индикатора. Для достижения наибольшей точности и качества балансировки используйте способ закрепления диска аналогичный креплению диска на автомобиле (Рис.4 и Рис.5) Перед установкой обязательно проверяйте привалочную плоскость и центральное отверстие диска на отсутствие на ней грязи, посторонних прилипших предметов или потёков краски. Так же проверяйте фланец балансировочного станка, и привалочную плоскость со ступицей на автомобиле. Любая соринка на этих поверхностях может привести к перекосу диска и как результат к изменению общей геометрии комплекта «шина, диск, ступица». |
 |
| 4.а | Для проверки радиального и осевого биения применяйте любой индикатор на штативе имеющий точность измерения не меньше 0.05 мм. Проверка проводится посередине посадочной полки под шину. Индикатор устанавливается параллельно радиусу диска при проверке радиального биения, и параллельно оси вращения диска при проверке осевого (торцевого) биения. Согласно ГОСТ Р 50511-93 максимально допустимое биение посадочной полки диска не должно превышать 0.5 мм Биение проверяется исключительно по внутренним поверхностям обода диска. Возможность некоторых современных балансировочных станков измерять биение диска по внешней поверхности обода предназначена для выравнивания биения шины и не может служить для проверки биения посадочных полок дисков. |
 |
| 5. | Наденьте на диск шину. Надевайте на диск шину, точно следуя инструкции завода изготовителя. При установке шины на диск с выступающими лучами убедитесь, что прижимная лапа шиномонтажного станка не зацепит лучи при вращении диска. При использовании сборных вентилей убедитесь, что надеваемая шина не «закусит» выступающую часть вентиля при вращении. |
 |
| 6. | Установите на балансировочный станок диск с шиной в сборе и сбалансируйте окончательно. Старайтесь не применять набивные (пружинные) груза на легкосплавных дисках, поскольку они царапают краску, что может послужить причиной начала коррозии и отслоения краски. В случае применения набивных грузов, тщательно проверяйте их на отсутствие заусенцев и на правильный угол загиба пружины, поскольку некачественные груза могут послужить причиной ложной негерметичности. |
|
| 6.а | «Диск не балансируется, что делать?» Снимите с диска шину и установите диск на балансировочный станок, предварительно удалив ранее установленные груза (срезать вентиль необязательно) |
|
| 6.б | Включите на станке режим «один груз», прокрутите диск, поставьте на диске отметку в самом «тяжелом» месте диска (противоположно месту установки груза) |  |
| 6.в | Наденьте на диск шину. Найдите на шине маркер «точки установки вентиля» и совместите его с отметкой «тяжелого» места диска | |
| 6.г | Установите диск на балансировочный станок и отбалансируйте диск (после предыдущей операции станок должен показать самый лучший вариант балансировки) | |
29.10.2012 16:43
